Term: Binder Jetting [BJ]
(ang. Binder Jeting)
Technologia wytwarzania przyrostowego polegająca na selektywnym spajaniu proszku gipsowego lub proszku metalu za pomocą lepiszcza, natryskiwanego przez głowicę podobną do głowicy drukarki atramentowej.
Technologia została opracowana w 1993 roku przez naukowców MIT (Massachusetts Institute of Technology) i początkowo technologia ta nosiła nazwę „3D printing”, czyli „drukowanie 3D”. Nazwa ta jest obecnie potocznie wykorzystywana dla wszystkich technologii wytwarzania przyrostowego. Początkowo w technologii używano proszku gipsowego. Z upływem czasu technologia ewoluowała w kilku kierunkach, jednym z nich było zastosowanie technologii do produkcji komponentów z metalu. Technologia ta jest oparta na nakładaniu cienkich warstw metalowego proszku, spojeniu go za pomocą ciekłego spoiwa (ang. binder) zgodnie z geometrią produkowanego elementu, następnie spoiwo jest usuwane w procesie wygrzewania oraz spiekania.
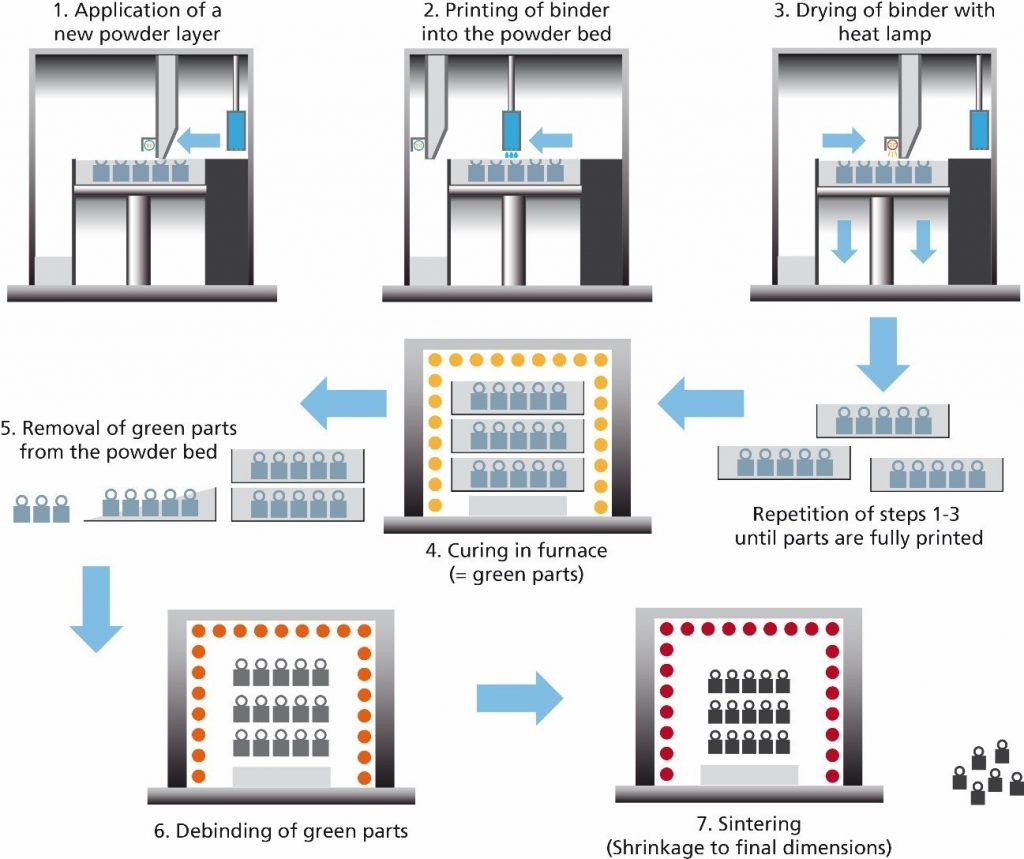
Etapy procesu Binder Jetting:
- W pierwszym kroku ostrze zgarniacza (ang. recoating blade) rozprowadza cienką warstwy proszku metalu po całej powierzchni stołu roboczego.
- Następnie głowica drukująca selektywnie nanosi krople ciekłego spoiwa, spajając proszek.
- Po naniesieniu spoiwa, stół roboczy obniża się o wysokość warstwy proszku, a spoiwo jest utwardzane światłem UV.
- Kroki 1–3 są powtarzane do chwili ukończenia części.
- Następnie komora robocza z wstępnie spojonymi detalami oraz proszkiem jest umieszczana w piecu w celu utwardzenia wydruków.
- Po procesie utwardzania części są oczyszczane z niespieczonego proszku, który jest odzyskiwany. Na tym etapie wydruki posiadają niskie własności mechaniczne oraz wysoką porowatość. Dla wydruków w tym stanie używa się określenia angielskiego green parts.
- Aby poprawić własności mechaniczne części oraz zmniejszenia ich porowatości, stosuje się dodatkowe zabiegi syneryzacji w piecu lub infiltracji niskotopliwym metalem.
Zalety technologii Binder Jetting:
- Oferuje swobody projektowania, które jest niedostępna dla wielu innych technologii, takich jak odlewanie, kucie, obróbka skrawaniem;
- Pozwala na tworzenie dużych wydruków;
- Wysoka prędkość druku;
- W jednym procesie można wytworzyć wiele różnych części;
- Nie wymaga stosowania struktur podporowych;
- Nie wymagana stosowania platformy roboczej;
- W procesie drukowania do łączenia proszku metalu nie jest stosowane źródło ciepła, co pozwala ograniczyć problemy z defloracją w trakcie wydruk;
- Po procesie wydruku części nie posiadają naprężeń szczątkowych;
- W procesie może być wykorzystane wiele materiałów na przykład:
- stal nierdzewna 420,
- stal nierdzewna 316,
- stal nierdzewna 17-4 PH
- Inconel 625,
- Inconel 718,
- Stopy Co-Cr.
Ograniczenia technologii Binder Jetting:
- Części wymagają dodatkowego procesu spiekania lub infiltracji w piecu w celu poprawy ich własności mechanicznych;
- Wysoka porowatość wydruków nawet po procesie spiekania (97%) czy infiltracji (90%);
- Proces spiekania oraz infiltracji generuje skurcz części który musi być uwzględniony w etapie projektowania elementów;
- Wysoka portowość wpływa na obniżenie własności wytrzymałościowych wydruków.
Kategoria hasła: Druk 3D
« Wróć do Słownika