Term: Stereolitografia [SLA]
Metoda druku 3D, której sposób działania opiera się na selektywnym utwardzaniu światłoczułej żywicy za pomocą światła UV (o długości fali poniżej 410 nm).
(ang. Stereolitography)
Sposób działania technologii
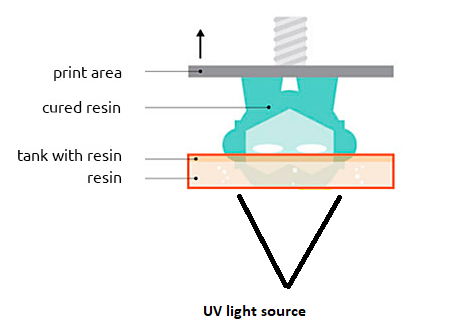
Druk 3D oparty o metodę SLA polega na selektywnym utwardzaniu światłoczułej żywicy (fotopolimeru) za pomocą światła UV o długości fali poniżej 410 nm. Technologia ta występuje w wielu wariantach, różniących się sposobem naświetlania warstwy (za pomocą wiązki lasera UV, diod UV lub projektora). Po utwardzeniu każdej warstwy platforma robocza unosi się lub obniża (w zależności od wariantu urządzenia) o pojedynczą wysokość warstwy, po uprzednim wyrównaniu poziomu żywicy na platformie roboczej (sposób wyrównania poziomu żywicy także zależy od wariantu urządzenia). Po procesie druku model musi zostać oczyszczony z pozostałości nieutwardzonej żywicy, najczęściej poprzez wypłukanie w alkoholu izopropylowym lub innym, dedykowanym przez producenta środku chemicznym. Ostatnim krokiem jest usunięcie struktur podporowych poprzez ich wyłamanie oraz końcowe utwardzenie modelu za pomocą naświetlania lampami UV.
Schemat działania technologii
Etapy procesu SLA:
- Przygotowanie pliku roboczego w oprogramowaniu urządzenia. Wygenerowanie struktur podporowych, ustawienie parametrów druku.
- Przygotowanie platformy roboczej poprzez mycie powierzchni za pomocą alkoholu izopropylowego, montaż platformy roboczej na urządzeniu.
- Załadowanie żywicy na urządzeniu (proces ręczny lub automatyczny)
- Proces druku 3D.
- Usunięcie modeli z platformy roboczej, czyszczenie platformy przy użyciu alkoholu izopropylowego.
- Mycie modelu w alkoholu izopropylowym.
- Suszenie modelu z pozostałości alkoholu na powierzchni.
- Ręcznie usunięcie struktur podporowych.
- Końcowe utwardzanie modelu za pomocą lamp UV.
- Dodatkowe, opcjonalne czynności poprodukcyjne.
Zastosowanie technologii SLA:
- Prototypy
- Modele koncepcyjne
- Narzędzia pomiarowe
- Wzorniki
- Narzędzia produkcyjne
- Obudowy
- Modele odlewnicze – metoda modelu traconego
Specyfikacja technologii SLA:
- Grubość warstwy: 0,02 – 0,3mm
- Minimalna grubość ściany: 0,5mm
- Rozdzielczość druku: poniżej 0,2mm
- Stosowane żywice (jako materiał budulcowy): standardowa, ABS-like, PP-like, wysokotemperaturowa, odlewnicza, elastyczna, transparentna, stomatologiczna, medyczna
- Jakość powierzchni: gładka powierzchnia, niska widoczność warstw
- Konieczność stosowania struktur podporowych
- Bardzo długi czas druku jednostkowego modeli
- Konieczność stosowania post-processingu
- Koszt inwestycyjny: średni/niski
- Zaangażowanie pracowników: wysokie
- Koszt materiału: 200-1500 zł netto/kg
- Możliwy post-processing: lakierowanie, wygładzanie wibrościerne, polerowanie,
Zalety technologii SLA:
- Wysoka jakość wizualna modeli
- Wysoka dokładność geometryczna
- Mnogość dostępnych materiałów
- Dobre właściwości mechaniczne (w zależności od zastosowanego materiału)
- Średni koszt inwestycyjny
Wady technologii SLA:
- Niska prędkość druku modeli
- Konieczność ręcznego usuwania struktur podporowych
- Trudność w utrzymaniu czystości środowiska pracy – ze względu na stosowanie żywic
- Konieczność częstego wietrzenia pomieszczenia – możliwy nieprzyjemny, drażniący zapach
Możliwe cechy modeli:
- Elastyczne
- Transparentne
- Twarde
- Sztywne
- Temperatura pracy max. 238°C
- Biozgodne
- Gładkie ściany
- Ostre krawędzie
- Brak widoczności struktury warstwowej